北京特卫强医用纸塑袋
接下来,原材料需要经过一系列的加工工艺。首先,塑料薄膜需要经过挤出成型,将其变成一定规格和厚度的薄膜。然后,纸张需要经过切割和折叠,以适应塑料薄膜的尺寸。接着,将纸张和塑料薄膜进行复合,形成医用纸塑袋的基本结构。对医用纸塑袋进行裁剪和封口,使其成为一个完整的产品。在整个生产过程中,需要严格控制各个环节的温度、湿度和压力等参数,以确保医用纸塑袋的质量和性能。同时,还需要进行严格的检验和测试,以确保医用纸塑袋符合相关的标准和要求。例如,需要检测医用纸塑袋的抗拉强度、耐破裂性能和密封性能等指标,以确保其能够有效地保护药品和医疗器械的安全性和稳定性。它还具有良好的耐磨性和耐撕裂性,不易破损。北京特卫强医用纸塑袋

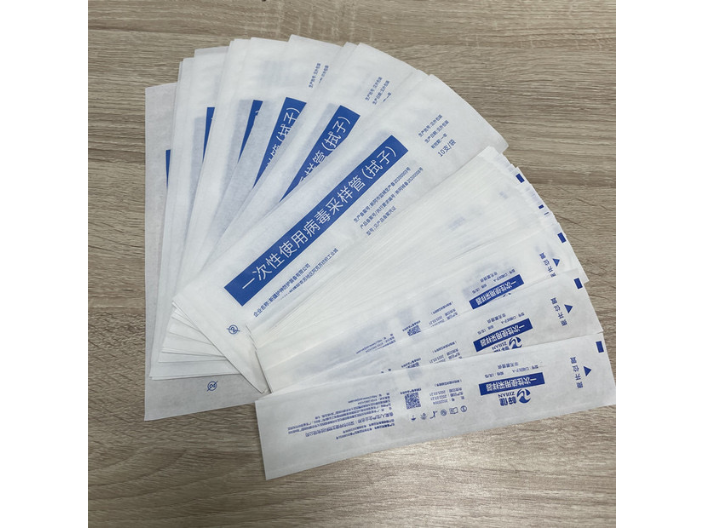
医用纸塑袋也称灭菌包装袋,消毒包装袋,医疗包装袋,医用纸塑袋,其组成材料很多人应该都不太了解,抗美包装公司介绍到其构成为一面纸,一面塑料复合膜,用于对待灭菌医疗器械的包装,属于产品初始的内包装,其包装袋纸面上一般需要印刷医疗器械的厂家或者产品的相关信息,按EN868-5规定起印刷面积不得大于50%。医用纸塑袋的一面医用透析纸,另一面为医用复合膜的医用包装袋可分别适合于:EO环氧乙烷、高温蒸汽STEAM,GAMMA钴CO60射线辐照的灭菌包装,如医院给医疗器械高温蒸汽消毒或灭菌时候用来装待消毒的物品,无菌医疗器械产品厂家如注射器。特卫强医用纸塑袋包装医用纸塑袋的使用应注意避免与致敏物质接触。
包装袋封口时热合温度不够使纸塑粘连不牢,在灭菌时经压力蒸汽的作用被包内压挤破。因此热合的温度应在160℃~200℃之间,热合温度的选择与热合机的走纸速度、使用年限和温度误差率有关。包装袋封口时热合宽度不够,使纸塑粘连不牢。在灭菌时经压力蒸汽的作用被包内压挤破。因此在选用热合机时应注意热合压边的宽度不低于6㎜,热合后边缘不能起皱,轻轻按压不漏气,或采用双层封口以保证封口的严密性和防张力。消毒中心经常会为手术室准备一些单包器械,因为手术器械需要上手术台使用
因此一次性医用纸塑卷材包装材料的使用,为消毒供应中心提高无菌物品的屏障作用,对无菌物品的科学管理提供了方便。但是我们在工作中发现,如果在使用纸塑包装卷袋时操作不当,便会影响包装的密封性,破坏无菌物品的屏障作用。因此将使用一次性医用纸塑包装卷袋中遇到的问题与对策提出与同行探讨。一次性医用纸塑卷袋包装材料的性能进口纸/塑包装卷袋,是由70g/m2的医用纸和0.1mm聚乙烯塑料膜双层热合而成的纸塑袋。此包装材料一次性使用。包装使用时先根据器材的大小在卷袋上裁取相应的独立袋,然后将器材放入独立袋中,用热合封口机密封独立袋的两端即完成包装。它能够有效地隔离和防止病原体的传播。

在纸塑包装袋制作的热压烫合过程中,烫合模具在封烫时,模具与下面的平台及硅胶垫形成作用力,硅胶垫能起到尽可能使所有烫合部位(烫缝)均匀烫合的作用。但模具的各个边缘的压力却比其他地方大,要想满足烫缝整体的剥离强度在一定的范围,边缘部位的剥离强度就会比其他部位大,这样往往在剥离撕开时,容易产生纸屑现象。解决这种边缘剥离强度大而产生纸屑现象,是比较简单的,只需将烫合模具的,与纸塑接触面的所有棱角,打磨成一定的圆弧状就可以了。它可以有效地减少医疗废物对环境的负面影响。云南医用纸塑袋环氧乙烷
医用纸塑袋的使用应遵循正确的填装和密封方法。北京特卫强医用纸塑袋
分析原因及对策包装袋的纸层抗刺性差,在进行锐器包装时采用薄纸卡或耐高温的套管保护锐气端,防止刺破包装及损伤锐器;包装袋在封口热合时包内预留空间过小,及包装过紧,压力蒸汽灭菌时包内压力过大使封口破裂,因此物品放入纸塑包装袋内,四周应留有空间约1-50px封口处留3-125px;包装袋封口时热合温度不够使纸塑粘连不牢,压力蒸汽灭菌时被包内压挤破,因此热合的温度应在160~200摄氏度之间,热合后边缘不能起皱,轻轻按压不漏气,或采用双层封口以保证封口的严密性和防张力。北京特卫强医用纸塑袋