北京非标铣削刀具非标刀具
为什么要强调分离的非标生产制造部?因为多数非标刀具生产厂家还生产标准刀具,混线生产的好处是很大程度的提高设备使用率,忙时生产标准刀具,闲时加工非标刀具,生产安排妥协的后果就是非标刀具的交付时间较延长。因此,只有分离的非标生产制造部才能实现非标刀具超快捷。非标刀具只是相对市场上的标准刀具而言,对于刀具供应商来说,只有实现非标刀具的标准化生产流程,才能充分保证非标刀具质量的持续性和稳定性。毕竟,在刀具用户的眼中,刀具质量和稳定性和交货期同样重要。涂层的非标刀具,具有表面硬度高、耐磨性好、化学性能稳定、耐热耐氧化、摩擦因数小和热导率低等特性。北京非标铣削刀具非标刀具
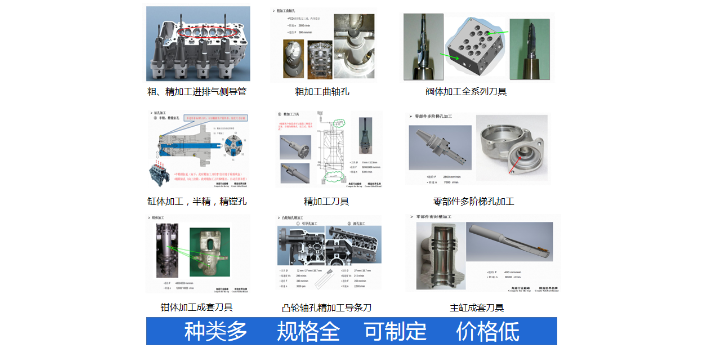
加工领域为深孔加工和由复合材料制成的零件的加工是被认为主要使用非标刀具的地方,这类复合材料主要为碳纤维增强塑料(CFRP),以及通过金属的堆叠对复合材料进行支撑的材料。深孔加工广泛应用于各种不同的行业,主要是能源业和航空工业。一些深孔零件通常看起来很难加工或者说很难开始进行加工,但是使用定制的非标刀具就可以通过一种高效且安全的方法轻松解决这一难题。上海每卓实业有限公司从事刀具销售,技术服务管理已经近多年 ,有着非常丰富的经验,目前有专业的团队、专业的技术、专业的售后服务,深受往来客户的好评,是一家集设计、开发、销售一体的企业。浙江插齿刀非标刀具汽车零部件非标刀具HUB面铣刀。
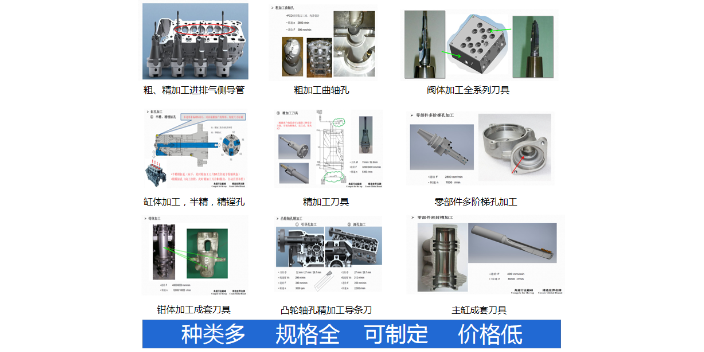
1、玉米铣刀,又称玉米棒铣刀,又叫鳞状铣刀,表面看是密集螺旋网纹状的,槽比较浅,一般都是用于一些功能材料之类的材料加工,特别是像一些碳纤维的卡夫拉材料(像飞机的机翼的外壳之类的)玻璃纤维等复合材料!!整体硬质合金鳞状铣刀,切削刃是由许多切削单元组成,切削刃锋利,从而极大地降低了切削阻力,而且可以实现高速切削,达到了以铣代磨的效果,提高了复合材料的加工效率和表面质量,延长了铣刀的使用寿命。2、波形刃立铣刀。它是在普通高速钢立铣刀的螺旋前刀面的基础上,用**铣夹具将螺旋前刀面再加工成波浪形螺旋面,它与后刀面相交成波浪形切削刃。相邻两波形刃的峰谷沿轴线错开一定距离,使切削宽度***减小,而切削刃的实际切削厚度约增大三倍,切下的切屑窄而厚,降低了切削变形程度,并使切削刃避开表面硬化层而切入工件。波形刃使切削刃各点刃倾角、工作前角以及承担的切削负荷均不相同。而且波形刃使同一端截面内的齿距也不相同。这些因素**减轻了切削力变化的周期性,使切削过程较平稳。铣削气割钢板等粗糙表面的工件,波形刃立铣刀尤其能显示出其优良的切削性能。
非标刀具运用非常***,种类也非标之多,在这里咱们简略举例部分:1.非标刀片类:非标PCD刀片、非标CBN刀片、非标螺纹刀片、非标槽刀片、非标车刀片、非标铣刀片;2.整体硬质合金类:非标热熔钻、非标钻头、非标台阶钻、非标铰刀、非标铣刀、非标成型刀、非标阶梯铰刀、小零件刀具;3.舍弃式刀杆刀盘:非标倒角钻、非标**钻、非标台阶钻、非标成型刀、非标成型刀、非标镗刀、各种非标铣刀盘、各种非标铣刀杆等等4.焊接类:铰刀、成型刀、钻头、螺纹刀具等等非标刀具种类比较多,首先根据自己行业以及加工的产品来判断是否需求非标刀具,首先从加工资料上来剖析:钛合金、镁合金、铜合金、高温资料,不锈钢等难加工资料,部分标准刀具底子无法达到加工要求,所以经常需求非标刀具定做,从产品结构剖析:过小的零部件部分需求定做、多台阶的并需求高功率加工需求定做、部分镗孔需求定做、部分螺纹需求定做、部分孔由于要求需求定制相关刀具、薄壁管件连接需求订制特殊规格的热熔钻头、各种异形零件等等都需求。上海每卓实业有限公司,致力于精细刀具订制;公司事务***,一起经营液压夹具、非标刀具、齿轮刀具等多事务;并在业内受拥***好评!汽车零部件非标刀具制动主缸PCD钻锪刀。提高加工效率。
当需要加工更加复杂的零件时,零件的各种特征要求采用专门的非标刀具解决方案。这一点同样适用于加工简洁的零件,因为非标解决方案可以消除所遇到的生产瓶颈。把非标刀具作为比较好解决方案的场合很多,包括绝大部分的加工范围、材料和行业类型,其多的是能大部分非标刀具的组合式刀具解决方案。这些解决方案通常是以例如标准刀片、刀卡、刀具接口、钻槽、防振系统或刀座夹紧装置的各种组合为基础。具有独特性能的纯粹非标刀具占非标刀具总数近四分之一,而类似标准刀具的非标刀具占四分之三。非标刀具在切削过程中会由于各种因素而磨损,缩短使用寿命。宿迁非标钻锪刀非标刀具厂家
刀具材料越硬,硬度越高,冲击韧性越低材料越脆。硬度和韧性是一对矛盾,也是刀具材料所应克服的一个关键。北京非标铣削刀具非标刀具
成型刀具又称成形车刀,是加工回转体成形表面的**工具,刀具的切削刃按工件表面轮廓形状制造,加工时,刀具相对工件作简单的直线进给运动。成型刀具和普通刀具区别在于:1、操作难易程度不同,用成形车刀加工,只要一次切削行程就能切出成形表面,操作简单,生产效率高,成形表面的精度与工人操作水平无关,主要取决于刀具切削刃的制造精度。普通刀具在切削加工中可能需要多次进给,且对工作操作水平有更高要求。2、制造成本不同,成形车刀的可重磨次数多,使用寿命长,但是成形车刀的刀刃形状、刀具的设计和制造较复杂,故成本比普通车刀要高。3、适用性不同,成型刀是非标**刀具,只能加工一种形状,不能通用。故通常用在小型零件的大批量生产中。而普通车刀可以应用于各类形状的加工方面,应用范围更广。北京非标铣削刀具非标刀具
上一篇: 北京锥孔钻非标刀具定制
下一篇: 北京镶片式滚刀非标刀具